OPTIMIZATION OF VACUUM COATING CONDITIONS TO IMPROVE OIL RETENTION IN TROUT FEED
Introduction
Fish are the most efficient farmed animals for converting feed nutrients into edible meat. The quality of such fish feed is crucial to ensure this goal. Fish feed is presented in the form of extruded pellets obtained through twin-screw extrusion. It is an agro-material whose composition, nutritional value, density, and size variations have to suit the development stages, behaviour and therefore the nutritional requirements of various fish species. For carnivorou s species, their diets must have high lipid content to provide a source of easily available energy. In our case, for large Trout (i.e. weight of about 2.5 kg per specimen), the formulation has to contain up to 30 % of fat. This operation is allowed by injecting a mixture of vegetable and animal oils (i.e., rapeseed oil, and fish oils) using a vacuum coating operation. When reaching these nutritional requirements , the obtained pellets may present a major defect, which is the oil leakage over time. This work describes a process approach to study this phenomenon in Trout pellets.
Materials and methods
To study the influence of the coating parameters on oil leakage rate (OLR) , sixteen coating experiments were conducted with the help of an experimental design having the form of a three-variable Doelhlert’s matrix. For those experiments, the coating parameters varied as follows: a stirring speed from 45 to 85 Hz, a pressure in the coater from 140 to 310 mbars, and a filling rate of the coater from 35 to 55 % in volume. For the experimental design, the time to restore the atmospheric pressure after coating was set at 120 s. Then , it was also studied at five different values (i.e. 60 s, 75 s, 90 s, 105 s, and 120 s). Pellets OLR was evaluated through the determination of the oil quantity lost and expressed in proportion to the total weight of p ellets before leakage. Two temperature conditions were tested: T1 (climatic chamber, 60 % relative humidity (RH) , 20 °C), and T3 (water bath, 60 °C).
Results
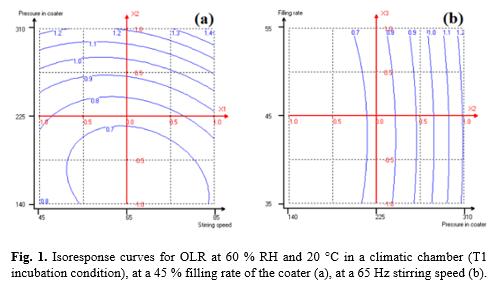
Coating conditions showed a real ability to influence the OLR value. The pressure in the coater was the most influential parameter on OLR. The latt er contributed to a reduction of more than 50 % in the oil leakage rate at 20 °C (T1 incubation condition) ( Fig. 1). This result underlines th e importance of the coater p ressure on OLR variation, with a progressive reduction in the oil leakage phenomenon as the coater pressure was reduced . This condition allowed deeper penetration of oil in the pellet core during coating, and thus lower oil leakage.
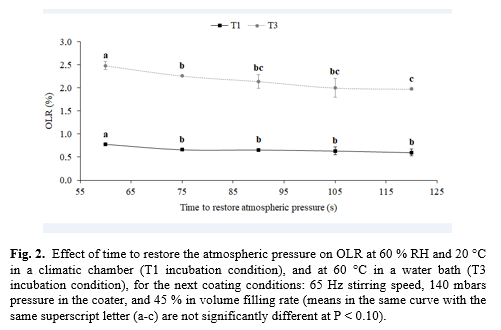
Lastly, the time to restore the atmospheric pressure was also influential i n the reduction of the oil leakage phenomenon. Fig. 2 shows a decreasing trend of OLR when this time is increased from 60 s to 120 s, either at 20 °C (T1 incubation condition) or at 60 °C (T3 incubation condition). In other words, better oil penetration into the core of pellets was ensured when the time to restore the atmospheric pressure was longer (i.e. 120 s). W hen the oil addition sequence was completed under vacuum, the latter was slowly released up to the atmospheric pressure (1.015 bars). This phenomenon created a pressure differential that forced the oil into the voids of the pellets.
To conclude, the most important finding in this work is that the control of pressure at coating is the major factor to decrease OLR, and 140 mbars pressure in the vacuum coater was identified as the optimal condition for an efficient coating and therefore for a greater reduction in OLR.