OLIVE PULP Olea europaea AS A NATURAL ANTIOXIDANT IMPROVES ASTAXANTHIN RECOVERY AND OXIDATIVE STABILITY IN FISH FEED
Introduction
Astaxanthin is a valuable feed ingredient in aquaculture, particularly used in salmonid diets for its pigmentation and health benefits. However, it is highly prone to oxidative degradation during feed processing and storage, leading to color loss and inferior fillet quality , requiring the use of antioxidants. Worldwide regulatory limits on synthetic antioxidants (e.g. BHT, BHA, ethoxyquin ) have intensified the need for natural and sustainable alternatives in the dry mix (pre-extrusion) and/or during the fat-coating phase (post-extrusion) . Olive oil production residues are rich in potent antioxidants such as polyphenols and triterpenoids . A standardized upcycled olive-pulp was evaluated as potential alternative in feed-preservation programs aimed at protecting astaxanthin and dietary lipids from oxidative degradation.
Materials and Methods
Pilot-scale extrusion trials were conducted in a three-phase experimental design at the Danish Technological Institute (Denmark) . Phase I screened a range of natural antioxidants added to the dry mix against an untreated control and a staxanthin was measured immediately after extrusion. Phase II compared a natural antioxidant program against a conventional synthetic regime. Phase III focused on optimizing the most effective antioxidant programs found in Phase I and II for both the dry mix and the fat coating phases.
All feeds were produced in a pilot-scale twin-screw extruder (Werner & Pfleiderer Continua 37; 35 mm screw diameter, L/D = 24:1, 7.5 kW motor, five-barrel sections). Individual ingredients were milled to <1 mm, weighed, and blended for 15 min in a horizontal ribbon mixer. Each antioxidant test product was hand-premixed with 200 g meal for 30 s to aid dispersion and then incorporated together with synthetic astaxanthin (Carophyll Pink 10 %; 100 mg/kg, DSM).
The mash entered the extruder without live-steam injection; moisture was adjusted by adding 15–17 % water to the feed. Barrel temperatures were set at 103–122 °C; the die-head temperature reached 106–118 °C and the pressure was 15–30 bars . Screw speed was maintained at 60–68 % of rated r.p.m., yielding a torque of 45–54 Nm and a throughput of 40–45 kg/h. Pellets were knife-cut at the die and conveyed to an electric belt dryer (Lytzen; 850 mm belt width, 2.5 m drying zone, 24 kW) operating at 95 °C with a 25 min residence time. Dried pellets were vacuum-coated with 150 g/ kg fish oil; diets with a liquid antioxidant were applied via the coating oil.
In phases I and II, representative samples were collected immediately after extrusion (Week 0 = W0 ). To simulate an industrial application program, all treatments in phase III, received 100 ppm liquid BHT or BHA (applied each as 500 ppm of a 20% concentration commercial product) in the fat coating phase. Feed samples were collected at W0 W3 upon ambient storage (20-25°C) to test mid-term stability . Selected treatments were stored up to six months (W26) to check long-term stability.
Astaxanthin concentration was determined by HPLC with photodiode-array detection at 474 nm. Primary lipid oxidation was assessed as peroxide value (ferric thiocyanate method, IDF standard) and secondary oxidation as thiobarbituric-acid-reactive substances (TBARS) expressed as mg malondialdehyde/kg feed. All analyses were performed in duplicate .
Results
Phase I: In the control feed with no antioxidant, astaxanthin recovery after extrusion was 51 % of the formulated level, indicating a 49% loss under the current pilot extrusion conditions. Incorporation of 500 ppm of olive pulp or 500 ppm of a 30% dry tocopherol in the dry mix ( i.e. a typical natural antioxidant industrial application) improved astaxanthin retention at equal levels (approx. 60%). Higher dose (1000 ppm) of olive pulp did not yield additional gains, indicating a plateau effect. No differences were observed in lipid oxidation indicators (PV, TBARS) among all treatments .
Phase II: A conventional synthetic antioxidant blend applied in both the dry mix (at 500 ppm, containing 24% BHA, 8% propyl gallate, and 8% citric acid) and the oil coating (500 ppm of the same blend in liquid form, plus 500 ppm of a mix of 10% ascorbyl palmitate and 5% tocopherols) did not offer any additional astaxanthin protection compared to that of 500 ppm olive pulp applied only in the dry mix, as they both resulted in the same astaxanthin retention improvement ( approx. 10 % relative to the control feed) . Again, no significant differences were found in PV or TBARS between the two treatments.
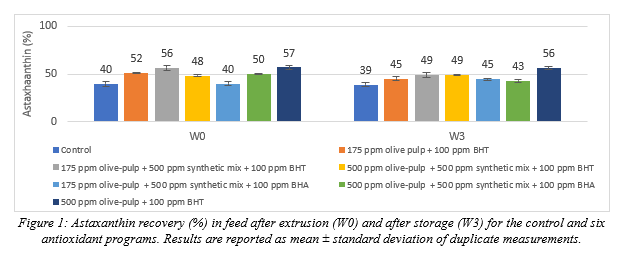
Phase III: A t all time points, inclusion of 500 ppm olive pulp in the dry mix and 100 ppm liquid BHT consistently resulted in the highest astaxanthin recovery % relative to the control feed, without any further astaxanthin losses at least until W3 indicating an excellent mid-term feed stability (Fig.1 ; W0: 57% vs. 40%; W3: 56% vs. 39%; and, W26: 37% vs. 29% (data not shown)) . Other programs containing lower olive doses (175 ppm) and liquid-BHT, or combination of olive pulp with synthetic mixes (17% BHT, 7% propyl gallate and 25% citric acid) in the dry mix and liquid-BHT or liquid-BHA in the fat coating , did not provide any additional advantage to the ‘olive pulp-based program’ , retaining anything between 44–50% of astaxanthin after three weeks (Fig. 1) . Peroxide values and TBARS showed no differences among treatments, with the except ion of the control that’s showed slightly increased values after 3 weeks (data not shown).
Conclusion
A pre-extrusion dose of 500 ppm of olive-pulp as a natural antioxidant paired with a minimal (EU-compliant) level of liquid BHT in the fat coating phase, improved significantly the astaxanthin protection in extruded salmon feed. This holds great promise as our results translated to significant reduction in synthetic antioxidant usage without compromising feed stability. Additionally, b y preventing astaxanthin depletion, the olive-pulp based program may also safeguard better pigment deposition in the fish itself as it may contribute to improved fillet color and lipid quality. Further testing is required to account for factors such as the diet composition (fat level, presence of blood meal or endogenous antioxidants), extrusion conditions and drying losses.